|
|
|
|


(OTIMIZAÇÃO E CONTROLE DE UNIDADES DE CRAQUEAMENTO CATALÍTICO)
2. METODOLOGIAS:
2.1. Modelagem e Controle da Unidade de Craqueamento Catalítico:
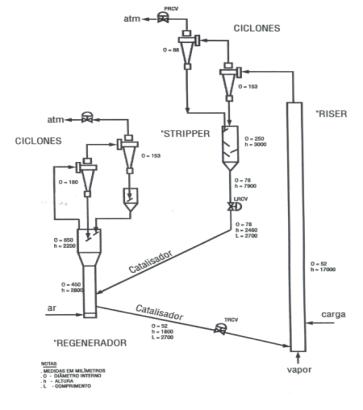
Figura 1 – Diagrama
simplificado do circuito regenerador – “riser” – “stripper”, da unidade
multipropósito de FCC – U-144 da SIX/PETROBRÁS.
A Figura 1 mostra um
diagrama esquemático da unidade multipropósito de FCC completa, existente na
SIX/PETROBRÁS, em São Mateus do Sul-PR, que será utilizada para obtenção de
dados reais para a simulação numérica e também, para validação experimental dos
resultados desta simulação numérica. Neste projeto, dentre os equipamentos da
Fig. 1, será dedicado um maior grau de importância para o tubo de elevação
(“riser”), que é o elemento principal da unidade, i.e., onde ocorrem as reações
de craqueamento dos hidrocarbonetos pesados (gasóleo), para a formação dos hidrocarbonetos
leves. Numa planta rentável atualmente, apenas 45 % da carga de entrada se
transforma em gasolina. Há, portanto, uma grande margem a melhorar neste
processo, i.e., para maximizar a produção de gasolina e GLP (gás liquefeito de
petróleo).
O problema consiste em obter as
concentrações de reagentes e produtos, os perfis de velocidade e a distribuição
de temperatura ao longo do tubo de elevação (“riser”). Estas distribuições são
determinadas pelas condições ambientais externas, a geometria do sistema,
vazões de entrada de catalizador e gasóleo (carga), além de vários outros
parâmetros de projeto e de operação.
A metodologia a ser adotada para
atingir os objetivos propostos neste projeto, consiste em desenvolver as
seguintes etapas:
·
Desenvolvimento de um
modelo físico simplificado para o tubo de elevação (“riser”) e outros
equipamentos;
·
Implementação
computacional do modelo matemático construído a partir do modelo físico
simplificado;
·
Validação dos
resultados numéricos e ajuste do modelo matemático, e
·
Otimização
termodinâmica do processo.
Modelo
físico simplificado
O desenvolvimento da nova metodologia se iniciará com a elaboração de um modelo físico simplificado para o sistema, que combine conceitos teóricos da Termodinâmica Clássica e correlações empíricas de Mecânica dos Fluidos,Transferência de Calor e Massa, Química, que são válidas desde o regime laminar ao turbulento do escoamento. O modelo físico simplificado permitirá escrever o modelo matemático do processo, como um sistema de equações diferenciais ordinárias, tendo o tempo como variável independente, e a temperatura e concentrações de reagentes e produtos como variáveis dependentes. Por simplicidade, a princípio, será adotado um modelo com 6 componentes (“lumps”), entre reagentes e produtos, i.e., gasóleo pesado, GLP, gás combustível, gasolina, óleo diesel e coque. No entanto, as características do sistema reacional levam inevitavelmente a um sistema de múltiplos parâmetros, os quais representam grupos de compostos e, portanto, acabam por embutir fenômenos não levados em consideração dentro dos mesmos, isto sem mencionar os parâmetros extras de adsorção.
Nesta etapa, também será construido
em laboratório, um tubo de elevação (“riser”) em escala reduzida para simulação
e visualização do escoamento de gases em conjunto com o catalizador (sólido). O
equipamento será devidamente instrumentado para aquisição de dados que
auxiliarão na modelagem do escoamento, para determinação das velocidades
intersticiais entre o sólido e os gases e para determinação da porosidade ao
longo do tubo, i.e., a frações de catalizador (sólido) e gases no interior do
tubo, em função da posição.
Implementação
computacional
O domínio em análise será
discretizado com um esquema tri-dimensional simples de volumes finitos de
células centradas, para a obtenção da solução numérica. Haverá, portanto, um
sistema de equações diferenciais ordinárias, obtido a partir do modelo
matemático, para cada volume obtido com a discretização. Após a discretização
do domínio estará montado um grande sistema de equações diferenciais ordinárias
a ser integrado no tempo a partir de condições iniciais obtidas a partir de
dados da instalação existente na SIX/PETROBRÁS.
A inovação no presente modelo é que
os tamanhos dos volumes de controle não precisam ser extremamente reduzidos
para obter resultados suficientemente precisos, como seria necessário com a
utilização de outros métodos numéricos (e.g., volumes finitos, elementos
finitos) que discretizam modelos matemáticos constituídos de equações diferenciais
parciais. A grande vantagem é que com um número razoavelmente pequeno de
elementos, espera-se obter convergência associada a um tempo computacional
reduzido.
A combinação do modelo físico
simplificado com o esquema de volumes finitos adotado na discretização do
domínio é, portanto, denominada como modelo de elementos de volume (MEV). As
equações governantes resultam dos princípios de conservação de massa, momentum,
energia e concentração de espécies, aplicados a cada elemento de volume. Cada elemento
de volume leva em consideração as reações químicas, geração ou consumo de
energia, e os processos de transferência de calor e massa, através das 6 faces
de um elemento cúbico, por condução, convecção e radiação. A seguir, ainda
nesta fase, será realizada uma simulação numérica do tubo de elevação para
algumas condições de operação da instalação existente.
Validação
dos resultados numéricos e ajuste do modelo matemático
Nesta etapa, será realizada a validação
dos resultados numéricos do modelo matemático, obtidos com a simulação da
unidade piloto existente na SIX, ao mesmo tempo melhorando o equacionamento
matemático, para que melhor capture os fenômenos físicos envolvidos no
processo. Será um processo iterativo, convergindo quando os resultados
numéricos se aproximarem dos experimentais. Esta é uma etapa indispensável do
estudo, antes da realização da otimização do sistema, pois permitirá avaliar a
precisão dos resultados numéricos obtidos com o modelo desenvolvido.
Otimização
termodinâmica
Para a realização da otimização
termodinâmica do processo, será utilizado o modelo desenvolvido e validado nas
etapas anteriores. Ao modelo, nesta etapa, será acrescentada uma análise
exergética, que permitirá computar a geração de entropia em cada elemento de
volume (ou exergia destruída), para identificar as perdas termodinâmicas que
ocorrem no processo, visando minimizá-las. A seguir, será necessária a
identificação das restrições existentes para o sistema (e.g., alocação finita
de espaço útil, tamanhos finitos, formas pré-definidas, velocidades finitas,
materiais especificados), formulando-as matematicamente e acrescentando ao
modelo.
A idéia nova é que a geração de entropia leva em consideração todos os
efeitos que demandam o uso de energia. Efeitos diferenciados, tais como aumento
de massa de catalizador e aumento de arrasto, por exemplo, são levados em
consideração na mesma base, rigorosa e termodinâmicamente correta. A
arquitetura completa de um sistema (e.g., o sistema em análise neste projeto)
será DEDUZIDA da minimização da taxa total de geração de entropia.
2.2.Bico Dispersor
Para
aumentar a velocidade do meio dispersador, no caso, o vapor superaquecido
d'água, e aproveitar o máximo possível a entalpia do mesmo, será pesquisada a
viabilidade de emprego de escoamentos supersônicos. Aproveitando a teoria de
escoamento supersônico será apresentada a metodologia de dimensionamento e
otimização de forma de bocais supersônicos. Serão estudadas a propagação do
jato supersônico, a formação de ondas de choque e a interação do fluxo
supersônico com jatos coaxiais e transversais de óleo.
Especificamente, serão estudados bocais supersônicos com
um corpo central, com a injeção transversal do óleo pesado pulverizado em um
injetor centrífugo. Esse esquema aumenta a turbulência de escoamento
contribuindo sobre a qualidade de dispersão. Aproveitando instalações de
SIX/PETROBRAS serão feitos um modelamento matemático e um estudo experimental
da interação de escoamentos supersônicos em câmaras de teste.
2.3 Formação de coque e Gasóleo
Pesado
O
presente estudo tem como objetivo mapear as condições de formação de coque para
se otimizar o projeto do tubo pré-aquecedor e o controle do regime de
funcionamento, tendo em vista contribuir para o aumento do tempo de campanha e
aumento da tiragem de gasolina e GLP.
A primeira fase deste mapeamento será o levantamento dos mecanismos químicos de formação de coque
(condições de equilíbrio químico e termodinâmico): i) Nucleação; ii) Cinética; iii) Condições de Temperatura e Pressão;
iv) Taxa de formação de coque. Levantar
as condições hidro-dinâmicas e de transferência de calor que evitam as
condições de formação de coque (estabilidade hidrodinâmica): i) Regime de
escoamento (laminar, transiente, turbulento); ii) Taxa de transferência de
calor; iii) Geometria do tubo
pré-aquecedor (comprimento, diâmetro, forma transversal e longitudinal); iv)
Propriedades físico-químicas da superfície interna do tubo pré-aquecedor; v)
Influência de equipamentos auxiliares (e.g., bombas). Deseja-se incluir nos modelos matemáticos baseados na conservação
das espécies químicas e conservação de energia os efeitos dos fatores acima
mencionados. Desta forma, será possível
desenvolver um modelo fenomenológico capaz de capturar a tendência de formação
de coque e taxa de deposição na parede interna do tubo pré-aquecedor.
A modelagem partirá de estudos que consideram as
equações de conservação de espécies, cinética das reações químicas e escoamento
em regime quase-estacionário. As propriedades do gasóleo pesado do petróleo de
Marlim e Cabiúnas serão conforme apresentadas posteriormente. O modelo
fenomenológico incorporará os dados de determinação estatística da formação de
coque, cuja formação em determinada
quantidade é inevitável. Com tudo isso,
o modelo matemático incluindo os efeitos de todos os mecanismos que participam
da formação de coque permitirá reduzir ao mínimo a taxa de formação de coque
(pelo controle de temperatura, pressão, vazão, etc.) ou efeito de incrustação
(seleção de materiais com superfícies seletivas). Observações práticas levam a
crer que fatores como velocidade do escoamento, taxa de aquecimento e
propriedades da superfície podem ser fatores preponderantes, porém a completa
modelagem irá apontar a relevância destes parâmetros bem como outros para
otimizar o projeto do tubo pré-aquecedor.
Uma
das tarefas mais importantes para operação eficiente de uma planta complexa é a
definição de mudanças nos pontos de operação das unidades (otimização) e a
implementação destas mudanças de forma eficiente (controle). O estado
estacionário do processo definido pelos requisitos operacionais e/ou de
planejamento pode estar consideravelmente afastado do estado atual, e o objetivo
então é o de levar o processo de uma forma segura do estado atual para o novo
estado de operação. Esta transição de estados é implementada através de
mudanças nos “setpoints” dos controladores junto ao processo, e pressupõe um
período de operação transiente do processo. Na indústria do petróleo é
geralmente mais importante manter o comportamento transiente dentro de limites
razoáveis do que conseguir uma resposta no tempo mínimo com violentas excursões
na resposta do processo. Esta operação está associada ao fato que, mesmo
durante o transiente, as restrições à operação continuam válidas, sendo que
durante as diferentes fases do transiente, diferentes restrições que eram
inativas, podem tornar-se ativas, sem esquecer que as próprias restrições são
normalmente, função do estado do processo.
Este problema de transição de estado
pode ser interpretado como um problema de controle em que se deseja atingir um
estado final conhecido a priori (novo ponto de operação) através de
transições que satisfazem as restrições
sobre as variáveis de estado e controle. Dentro deste contexto, pretende-se
neste projeto, aplicar as técnicas de controle preditivo na implementação das
mudanças de ponto de operação.
As
técnicas de controle preditivo são adequadas a este problema basicamente por
dois motivos:
·
Os controladores
preditivos são baseados na minimização de uma função custo num horizonte de
tempo. Esta função custo pode ser escolhida de modo a incorporar o conhecimento
prévio do estado final desejado (novos “setpoints”).
·
Na obtenção do esquema
de controle é possível considerar restrições sobre as variáveis. Este ponto é
especialmente importante porque o rendimento máximo de uma unidade é conseguido
freqüentemente levando algumas das variáveis aos seus valores limites sobre as
restrições. A transição ótima é também freqüentemente uma transição que mantém
a unidade operando sobre as restrições, sendo que algumas das restrições ativas
no ponto de operação inicial podem passar a ser passivas durante a transição, e
outras restrições, que não tinham relevância no ponto de operação inicial,
passam a ser ativas durante a transição.
Assim, um dos objetivos do projeto é
que o controlador preditivo gere a evolução ótima no tempo dos “setpoints”, desde
os valores iniciais até os valores finais de forma que a implementação junto ao
processo imposta pelos controladores locais leve à transição da unidade, e isto
ocorra satisfazendo as restrições de operação e otimizando um critério de
desempenho. Outro objetivo é analisar técnicas de controle avançado para manter
o sistema operando num determinado “setpoint” quando ocorrem perturbações
não-previstas.
Por outro lado, para a determinação
dos “setpoints” ótimos, e também para a regulação e rastreamento do sistema em
malha fechada, é necessário ter-se modelos matemáticos do processo incluindo a
descrição de todas as suas restrições operacionais, com um grau de
precisão adequado. O modelo do processo
relaciona as variações das variáveis independentes (entradas manipuladas e
perturbações) com as das variáveis dependentes (controladas). Uma das questões
básicas relacionadas com o modelo a usar para cálculo dos “setpoints” é a da
precisão exigida para o modelo. Um modelo rigoroso permite, obviamente, uma melhor
representação da planta do que um modelo simples, por outro lado um modelo
rigoroso freqüentemente, exige tempos computacionais longos, o que pode
inviabilizar sua aplicação em tempo real. Por sua vez o uso de um modelo muito
simples pode levar à determinação de condições não-ótimas ou até mesmo
fisicamente não-realizáveis.
Desta forma os modelos usados na
indústria do petróleo devem por um lado permitir uma aplicação numa faixa ampla
de condições operacionais, integrando todas as restrições operacionais, e por
outro lado serem capaz de relacionar as principais dinâmicas de entrada e saída
do processo, a fim de simplificar a implementação dos controladores no
processo.
Para a obtenção de modelos mais
aproximados do processo real para fins de controle robusto, pretende-se
utilizar neste projeto os métodos de estimação em horizontes estendido (long
range preditive identification) que são métodos específicos para o controle
preditivo. Estes modelos de controle serão obtidos a partir do simulador
construído com o MEV descrito anteriormente, e tem como resultado preditores
que podem ser usados diretamente pelo controlador preditivo.
Controle
Preditivo
Para a obtenção do controlador
preditivo inicialmente realiza-se um conjunto de previsões da saída do processo
num horizonte de tempo denominado Horizonte de Previsão utilizando o modelo do
processo a ser controlado. Baseado nestas previsões, a lei de controle é obtida
minimizando-se um critério de custo que quantifica o desempenho futuro do
sistema em malha fechada. Com esta lei de controle também pode-se considerar
restrições na amplitude e na variação dos sinais de atuação e saída do
processo.
O critério de custo minimizado é de
maneira geral, do tipo quadrático e relaciona os erros entre a saída prevista e
o sinal de referência conjuntamente com o esforço de controle. O modelo do
processo é normalmente obtido utilizando-se um método de identificação.
Portanto, o desempenho do sistema em malha fechada depende do tipo de modelo
utilizado, da formulação do preditor de saída e do critério de otimização
utilizado.
Normalmente, utiliza-se um modelo
linear para a representação do processo a ser controlado. Contudo, o processo
real pode ser variante no tempo, ter não linearidades, apresentar dinâmicas
não-modeladas, etc. Estes fatores acarretam incertezas nos parâmetros do
modelo. Nestes casos, a incerteza nos parâmetros do modelo determina que estes
sejam caracterizados por uma região de pertinência e não por um único valor, e
tem-se uma família de modelos representando o processo real. Os métodos de
estimação robusta permitem identificar esta família.
Os algoritmos de controle preditivo
que incorporam explicitamente na lei de controle o conhecimento sobre as
incertezas paramétricas do modelo são denominados Controle Preditivo Robusto.
As leis de controle para este preditores com incertezas paramétricas no modelo
são obtidas resolvendo um problema de otimização do tipo min-max, onde a função custo a ser
otimizada pode utilizar uma norma euclideana ou a norma infinita.
Pretende-se neste projeto utilizar
algoritmos de otimização do tipo Sequential
Quadratic Programming para calcular as leis de controle no caso da norma
euclideana, e técnicas de Programação linear no caso da norma infinita. A
estabilidade do sistema em malha fechada será analisada seguindo a abordagem
apresentada em que é baseada na análise do comportamento dos sinais de entrada
e saída do sistema. Também deverão ser analisadas estratégias para a diminuição
do esforço computacional do algoritmo de controle robusto.
2.5 Revestimentos para Altas
Temperaturas
A
Engenharia do Petróleo há muito recorre à Engenharia de Superfícies para
aumentar a vida útil dos equipamentos de processo; a metodologia adotada para o
estudo deste problema segue os itens a seguir:
·
Revestimento
de componentes: Substratos correspondentes aos de componentes da unidade FCC
serão revestidos recorrendo à técnica de soldagem a plasma por arco transferido
(PTA) e aspersão térmica por arco elétrico, com materiais previamente
selecionados, e com materiais alternativos.
·
Caracterização
das superfícies: determinação da influência dos parâmetros de processamento na
rugosidade superficial, presença de porosidades e trincas, aderência etc.,
recorrendo a técnicas de liquido penetrante e ultra-som e ensaios mecânicos,
eletroquímicos, MEV
·
Caracterização
da microestrutura: caracterização da microestrutura dos revestimentos
depositados pelos diferentes processos antes e após desempenho em meio erosivo
a alta temperatura, recorrendo a técnicas de microscopia ótica e eletrônica de
varredura.
·
Caracterização
mecânica: Determinação da dureza dos revestimentos produzidos, recorrendo a
técnicas de micro e macrodureza, tensões residuais na superfície e abaixo dela,
pela técnica do furo cego, e dutilidade dos revestimentos, através de ensaios
de flexão.
·
Análise de
descontinuidades: A técnica
eletroquímica a ser utilizada para a análise de descontinuidades dos
revestimentos consiste, basicamente, de uma dissolução anódica voltamétrica
(DAV) do sistema substrato/revestimento com a medida da densidade de carga
envolvida no processo de passivação do substrato.
·
Comportamento
erosivo: Construção de equipamento de erosão por partículas a quente e
realização de ensaios de erosão.
·
Ensaios em
campo: elaboração de corpos de prova em condições pré-determinadas para ensaiar
em campo, a fim de correlacionar com resultados obtidos em laboratório.